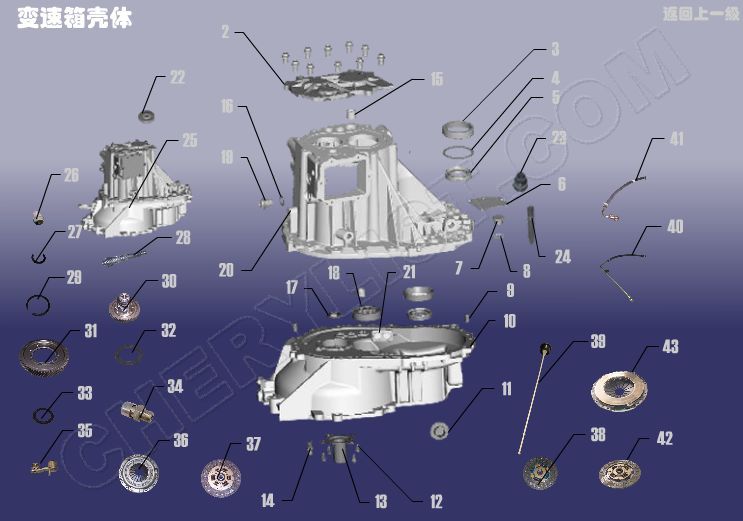
QR523 КУЌИШТЕ НА ПРЕНОС, ПРЕНОС ЗА CHERY TIGGO T11
2 QR523-1701301 КАПАК ЗА ЛЕЖИШТЕ
3 QR523-1701703 ЛЕЖИШТЕ FRT и R.
4 QR523-1701704AA ДИХТУНГА – ПРИЛАГОДУВАЊЕ
5 QR523-1701203 МАСЛО ЗА ДИХТУНГИ - ДИФ.
6 QR523-1701109 ПРЕДМЕТ, МАСЛО
7 QR523-1701102 МАГНЕТ ЗА ПРИКЛУЧОК
8 QR523-1701103 МАГНЕТЕН ПРИКЛУЧОК ЗА ОБИЧНА ПОДЛОШКА
9 Q5211020 ПОЗИЦИЈА ПИН
10 QR523-1701201 Спојка за куќиште
11 QR523-3802505 БУШ – КИЛОМЕТРАЖА
12 Q1840612 БОЛТ
13 QR523-1701202 ЧЕВЛИ, ЛЕЖИШТЕ ЗА ОТВОРАЊЕ
14 QR523-1602522 СЕДИШТЕ, ВИЛУШКА ЗА ОСЛОБОДУВАЊЕ НА БАЛАНСАТА
15 QR523-1702331 СОСТОЈБА НА ЛЕЖИШТЕ ЗА МЕНУВАЊЕ НА МЕНАЏМЕНТИ
16 QR523-1701105 ПРИКЛУЧОК ЗА ПОДЛОГА
17 QR523-1701206 ДИХТУНГА ЗА ВЛЕЗ НА МАСЛО
18 QR523-1701502 ИЗЛЕЗНО ОСНОВО НА ЛЕЖИШТЕТО - FRT
19 QR523-1701104 ПРИКЛУЧОК
20 QR523-1701101 ОТСТРАНУВАЊЕ НА СЛУЧАЈОТ
21 QR523-1701220 КОМПЛЕТ МАГНЕТИ
22 QR523-1701302 ЦЕВКА – ВОДИЧ
23 QR523-1701204 ЧУМПА – ЗАПТИВКА
24 QR523-1701111 ШТЕТКА
25 QR523-1700010BA ПРЕНОСЕН СИСТЕМ – QR523
26 QR518-1701103 УРЕД – ПРОМЕНА НА ПОЗИЦИЈАТА НА ЧЕЛИЧНАТА ТОПКА
27 QR523-1701403AB ПРСТЕН – SNAP
28 QR523-1701501BA вратило – излез
29 QR523-1701508AB ПРСТЕН – SNAP
30 QR523-1701700BA ВОЗЕЊЕ и ДИФ
31 QR523-1701707BA ЗАПЧАС – ГЛАВЕН РЕДУКТОР НА ВРАТА
32 QR523-1701719AB ДИХТУНГА – ПРИЛАГОДУВАЊЕ
33 QR523-1701719AE ПОДЛОШКА ЗА ПРИЛАГОДУВАЊЕ
34 QR523-1702410 ПРИКЛУЧОК – ВЕНТИЛАЦИЈА
35 QR523-1702420BA РАЧКА ЗА МЕНУВАЧ НА БРЗИНИ
36 T11-1601020BA ПОКРИВКА НА СОСТОЈБАТА – СОПСТВЕНИЦА
37 T11-1601030BA ДИСКОВ СОСТОЈБА – ВРАТА НА СОПУГЛАТА
38 T11-1601030DA ДИСКОВЕН СОСТОЈБА – ВРАТА НА СОПУГЛАТА
39 T11-1502150 СОСТАВ НА ШТАПКИ – МЕНАЏЕР НА РАЧКА ЗА МАСЛО
40 T11-1503020 ЦЕВКА – ВЛЕЗ
41 T11-1503040 СОСТАВ ЗА ЦЕВКИ – ВРАЌАЊЕ
42 SMN132443 ДИСКОВНА СОБИЈКА
43 SMR534354 КОМПЛЕТ ЗА КУЌИШТЕ СО СОБИРКА
Куќиштето на менувачот е носечки дел, кој генерално е направен од алуминиумска легура со леење под притисок преку специјално леење под притисок, со неправилна и сложена форма.
Во раната фаза, обвивката на менувачот е главно изработена од сиво леано железо, што има предности како што се лесно обликување, добра апсорпција на удари и ниска цена. Со подобрувањето на барањата на корисниците за удобност при возење и зрелоста на лесната технологија, обвивката на менувачот на автомобилот е заменета со алуминиумска легура. Обвивката на менувачот е главно изработена од сиво леано железо и алуминиумска легура.
Куќиштето на менувачот е структура на куќиштето што се користи за инсталирање на механизмот за менување и неговите додатоци. За да се намали абењето и губењето на моќноста на деловите предизвикани од внатрешно триење, маслото за подмачкување мора да се вбризга во школката, а работните површини на запчаниците, вратилата, лежиштата и другите делови мора да се подмачкуваат со прскање со масло. Затоа, од едната страна на школката има полнач за масло, одвод на масло на дното, а висината на нивото на маслото се контролира со положбата на полначот за масло.
Склоп на заптивка за масло е инсталиран во задниот капак на лежиштето на менувачот. Инсталирајте заптивни дихтунзи на спојните површини на секој капак на лежиштето, задниот капак, горниот капак, предното и задното куќиште и нанесете заптивна смеса за да спречите истекување на маслото. За да се спречи истекување на маслото за подмачкување предизвикано од зголемување на температурата и притисокот на маслото за време на работата на менувачот, на седиштето на механизмот на менувачот и на задниот капак на лежиштето на менувачот е инсталиран чеп за вентилација.
Главната функција на обвивката на менувачот е да ги поддржува вратилата на менувачот, да обезбеди централно растојание и паралелизам помеѓу вратилата и да обезбеди правилна инсталација на деловите од обвивката на менувачот и другите поврзани делови. Квалитетот на обработката на обвивката на менувачот директно влијае на точноста на склопувањето и точноста на работењето на склопот на менувачот, како и на точноста на работата и работниот век на возилото, затоа, барањата за квалитет се високи.
Тешкотии во обработката на куќиштето на менувачот:
1. Постојат многу содржини за обработка, а машинските алати и алатите за сечење треба често да се менуваат.
2. Барањето за точност на машинската обработка е високо. Тешко е да се гарантира квалитетот на машинската обработка со користење на обични машински алатки, а процесот е долг, времето на обрт е многу, а ефикасноста на производството е тешко да се подобри.
3. Обликот е сложен, а повеќето од нив се школки со тенки ѕидови, со слаба цврстина на работното парче, што е тешко да се стегне.