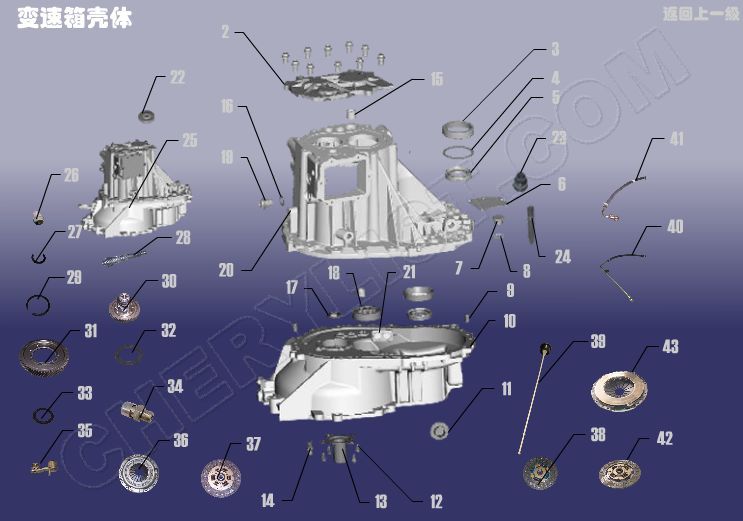
QR523 TRANSMISIO-KARKASA, CHERY TIGGO T11rako TRANSMISIOA
2 QR523-1701301 ESTALDURAKO KOBINADURA
3 QR523-1701703 AURREKO ETA ESKUKO ERRODAMENDUAK.
4 QR523-1701704AA JUNTA – DOITU
5 QR523-1701203 ZIGILUAREN OLIO-DIFERENTZIALA
6 QR523-1701109 DEFLETZAILEA, OLIOA
7 QR523-1701102 ENTXUFE IMAN
8 QR523-1701103 ARABERA ZUZENDUKO IMAN TAPOIA
9 Q5211020 POSIZIO PINA
10 QR523-1701201 KARKASA ENBRAKEA
11 QR523-3802505 ZUKUTXA – KILOMETRAJEA
12 Q1840612 TORLOJUA
13 QR523-1701202 ZAPATAK, ASKATZEKO KOBINADURA
14 QR523-1602522 JARLEKUA, OREKA ASKATZEA DUEN SARDEGIA
15 QR523-1702331 ERRODAMENDU ALDAKETA MUNTUA
16 QR523-1701105 TAPOI GARDUN LAUA
17 QR523-1701206 ZIGILUA OLIO-SARRERA ARDATZA
18 QR523-1701502 ERRODAMENDUAREN IRTEERAKO ARDATZA-AURREALDEA
19 QR523-1701104 ENTXUFEA
20 QR523-1701101 KASU-MISIOA
21 QR523-1701220 IMAN JOKOA
22 QR523-1701302 HOIA – GIDA
23 QR523-1701204 ZIGILUA
24 QR523-1701111 TORLOIA
25 QR523-1700010BA TRANSMISIO MUNTUA – QR523
26 QR518-1701103 GAILUA – ALTZAIRUZKO BOLAREN POSIZIOA ALDATZEKO
27 QR523-1701403AB ERAZTUNA – SNAP
28 QR523-1701501BA ARDATZA – IRTEERA
29 QR523-1701508AB ERAZTUNA – SNAP
30 QR523-1701700BA GIDATZEA ETA DIFERENTZIALA
31 QR523-1701707BA ENGRANAJEA – ERREDUZITZAILE NAGUSIAREN ATEA
32 QR523-1701719AB JUNTA – DOITU
33 QR523-1701719AE DOIKUNTZA-ARANDELA
34 QR523-1702410 TAPOIA – AIREZTAPENA
35 QR523-1702420BA MARTXA-ALDAGAILU BESOA
36 T11-1601020BA TAPAREN MUNTUA – ENBRAKEA
37 T11-1601030BA DISKO MUNTUA – ENBRAKEAREN ATEA
38 T11-1601030DA DISKO MUNTUA – ENBRAKEAREN ATEA
39 T11-1502150 BARRA MUNTATZAILEA – OLIO PALANKA NEURGAILUA
40 T11-1503020 HOIA – SARRERA
41 T11-1503040 HODI MUNTUA – ITZULERA
42 SMN132443 DISKO ENBRAKEA
43 SMR534354 KARKASA MULTZOA ENBRAKEA
Transmisio-karkasa karga-euskarri den pieza bat da, normalean aluminiozko aleazioz egina dagoena, galdaketa berezi baten bidez, forma irregular eta konplexuarekin.
Hasieran, engranaje-kaxaren oskola burdinurtu grisez egina zegoen batez ere, eta abantaila hauek zituen: erraz moldatzen da, kolpeen xurgapen ona du eta kostu baxua. Erabiltzaileen ibilgailuen gidatzeko erosotasun-eskakizunak hobetu eta teknologia arinen heldutasuna lortu ahala, autoaren engranaje-kaxaren oskola aluminiozko aleazioz ordezkatu da. Engranaje-kaxaren oskola burdinurtu grisez eta aluminiozko aleazioz egina dago batez ere.
Transmisio-karkasa transmisio-mekanismoa eta haren osagarriak instalatzeko erabiltzen den karkasa-egitura da. Barne-marruskadurak eragindako piezen higadura eta potentzia-galera murrizteko, lubrifikatzaile-olioa injektatu behar da oskolera, eta engranaje-pareen, ardatzen, errodamenduen eta beste piezen lan-gainazalak lubrifikazio-zipriztinaren bidez lubrifikatu behar dira. Hori dela eta, oskolaren alde batean olio-betegarri bat dago, behealdean olio-hustubideko tapoi bat, eta olio-mailaren altuera olio-betegarriaren posizioaren arabera kontrolatzen da.
Olio-zigilu multzo bat instalatuta dago transmisioaren atzeko errodamendu-estalkian. Jarri zigilatze-junturak errodamendu-estalki bakoitzaren, atzeko estalkiaren, goiko estalkiaren, aurreko eta atzeko karkasaren juntura-gainazaletan, eta aplikatu zigilatzailea olio-ihesak saihesteko. Transmisioaren funtzionamenduan olioaren tenperatura eta presioaren igoerak eragindako lubrifikatzaile-olioaren isurketa saihesteko, aireztapen-tapoi bat instalatuta dago transmisio-mekanismoaren eserlekuan eta transmisioaren atzeko errodamendu-estalkian.
Engranaje-kaxaren oskolaren funtzio nagusia transmisio-ardatzak eustea da, ardatzen arteko distantzia zentralizatua eta paralelismoa bermatzea, eta engranaje-kaxaren oskolaren piezen eta konektatutako beste piezen instalazio zuzena bermatzea. Engranaje-kaxaren oskolaren prozesatze-kalitateak zuzenean eragiten dio transmisio-multzoaren muntaiaren zehaztasunari eta funtzionamendu-zehaztasunari, baita ibilgailuaren funtzionamendu-zehaztasunari eta zerbitzu-bizitzari ere. Beraz, kalitate-eskakizunak altuak dira.
Engranaje-kaxaren karkasaren prozesatze-zailtasunak:
1. Prozesatzeko eduki asko daude, eta makina-erremintak eta ebaketa-erremintak maiz aldatu behar dira.
2. Mekanizazio-zehaztasunaren eskakizuna handia da. Zaila da mekanizazio-kalitatea bermatzea ohiko makina-erremintak erabiliz, eta prozesu-fluxua luzea da, birziklatze-denborak asko dira, eta ekoizpen-eraginkortasuna hobetzea zaila da.
3. Forma konplexua da, eta gehienak horma meheko oskolak dira, piezaren zurruntasun eskasa dutenak, eta zailak dira finkatzeko.